在当今制造业迈向智能化、数字化的浪潮中,MES(Manufacturing Execution System,生产执行管理系统)作为连接计划层与控制层的关键枢纽,其重要性日益凸显。它不仅是实现“智能制造”与“数字化生产”的核心引擎,更是构建“智慧工厂”不可或缺的数字基础设施。本文将以“质检管理”为切入点,系统阐述MES如何整合“工厂建模”、“仓库建模”、“设备管理”、“物料管理”、“生产班组”、“工艺管理”、“工艺路线”、“工序管理”等核心模块,并最终为“信息系统运行维护服务”提供坚实的数据与应用支撑,从而打造高效、透明、可追溯的“数字生产线”。
一、 从工厂到流程:全方位的数字建模
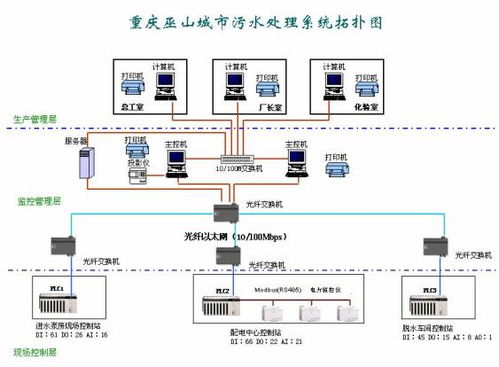
MES的基石在于对物理世界的精准数字化映射。通过“工厂建模”与“仓库建模”,系统在虚拟空间中复刻了工厂的物理布局、资源位置与物流路径,为生产资源的可视化管理与优化调度奠定了基础。“工艺管理”、“工艺路线”与“工序管理”模块,则将产品从原材料到成品的生产过程,分解为一系列标准化的、可执行的工序步骤及其逻辑顺序,定义了生产的“数字蓝图”。
二、 资源与执行:精细化的过程管控
在数字蓝图指导下,MES通过对各类生产要素的精细化管理,驱动“数字生产线”高效运转。
- “设备管理”:实时监控设备状态、稼动率与维护周期,实现预测性维护,减少非计划停机。
- “物料管理”:结合仓库模型,实现物料从入库、仓储、拣配、发料到产线消耗的全流程跟踪与精准齐套,确保生产连续性。
- “生产班组”:管理班组人员信息、技能资质与排班计划,将任务精准派发至人,并与绩效挂钩。
- “工序管理”:在生产现场,引导操作人员按既定工艺路线和标准作业,实时采集工序开始、结束、工时、产出等数据,形成生产进度的透明化视图。
三、 核心价值体现:以质检管理为例
“质检管理”是MES保障产品质量、实现闭环改进的关键环节。它深度融入生产全过程:
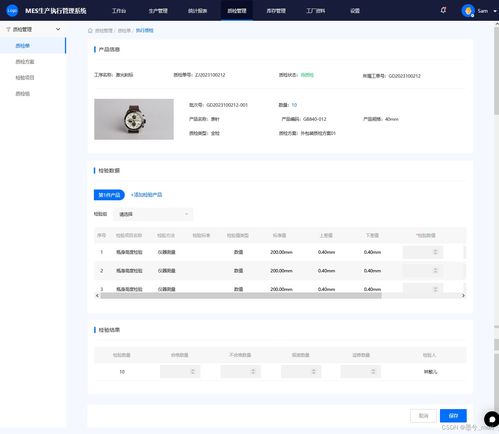
- 计划联动:根据工艺路线,在关键工序设置质检点(IPQC),系统自动触发质检任务。
- 过程集成:检验员通过移动终端接收任务,可依据数字化作业指导书进行检验,并实时录入检验数据(如尺寸、外观、性能参数)。数据直接关联具体的“生产班组”、设备、物料批次与“工序”。
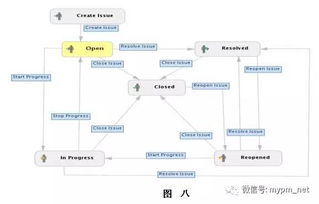
- 实时判定与处置:系统支持自动判定结果(合格/不合格),并触发相应的流程——合格则放行至下一工序;不合格则启动NCR(不合格品报告)流程,进行隔离、返工、报废等处置,并跟踪至闭环。
- 质量追溯与分析:所有质量数据被结构化存储。一旦发生质量问题,可凭借产品唯一标识,瞬间反向追溯至生产该产品的所有“物料批次”、加工“设备”、“生产班组”、工艺参数及历次检验记录,极大提升了追溯效率与精度。系统能对质量数据进行多维度统计分析,为工艺优化和持续改进提供数据洞察。
四、 系统支撑与价值升华:持续运行的智能服务
一个稳定、高效的MES是上述所有功能得以实现的保障,这离不开专业的“信息系统运行维护服务”。这包括系统的日常监控、性能优化、故障排除、用户支持、权限管理、数据备份与安全,以及根据业务变化进行的配置调整与迭代升级。优质的运维服务确保MES这一“数字中枢”7x24小时稳定运行,让数据流持续驱动生产流,真正释放“智能制造”的长期价值。
结论
MES通过将“工厂建模”、“工艺管理”等静态模型,与“设备管理”、“物料管理”、“工序管理”等动态执行相结合,并通过“质检管理”等模块实现关键过程的监控与闭环,最终构建了一条响应迅速、透明可控、质量可靠的“数字生产线”。这不仅实现了“数字化生产”的现场管控目标,更是“智慧工厂”的神经系统。而专业的“信息系统运行维护服务”,则是确保这一神经系统持续健康、伴随企业共同成长的生命线。在制造业转型升级的道路上,深化MES的应用,是走向真正智能制造的必由之路。